Afin de pouvoir contrôler un robot avec un automate il faut passer par un RSR = Remote Start Register.
C’est un mode de démarrage à distance qui permet à un automate, une cellule, ou n’importe quel système externe de lancer un programme en langage TP sur un robot Fanuc en envoyant des bits.
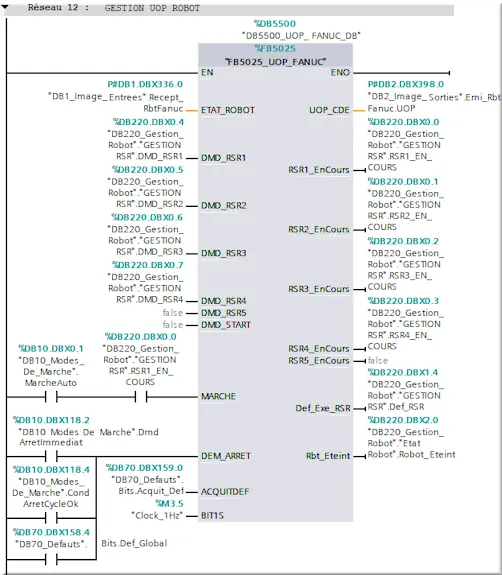
Figure 84 : Net12 FB5025 Gestion UOP
Nous avons créé un bloc de fonction qui permet de gérer la partie UOP de manière optimale dans notre programme de référence. On peut retrouver les demandes de RSR et les états des RSR.
La programmation du robot pour la machine de salon est gérée par un GRAFCET général :
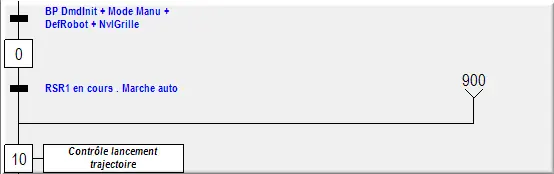
Figure 85 : G7 10 Ctrl lance trajectoire
Le G7 permet de donner les autorisations aux différentes trajectoires afin que le programme principal puisse les rediriger. Lors du lancement du GRAFCET, on retrouve les conditions de déclenchement suivantes :
- BP de demande d’initialisation ;
- Mode Manuel ;
- Défaut robot ;
- Nouvelle grille.
Ces conditions sont disposées en parallèle.
Ensuite viennent les conditions générales :
- RSR1 en cours ;
- Marche automatique activée.
Ces conditions permettent de vérifier que la machine est en fonctionnement et que le RSR1 , vu précédemment, est bien lancé.
À l'étape 100, nous retrouvons la phase de prise des pièces :
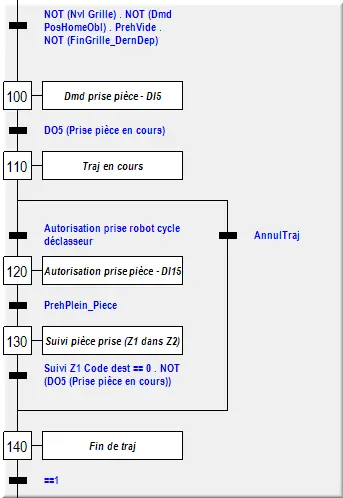
Figure 86 : G7 100 Robot Prise
Les différentes trajectoires du GRAFCET général sont placées en parallèle afin d’éviter qu’elles ne s’exécutent simultanément. La structure des GRAFCET comporte toujours une demande de trajectoire, puis le robot renvoie son état pour indiquer s’il est en train d’exécuter cette trajectoire ou non. On retrouve également des vérifications dans le programme, comme pour la prise, qui se met en attente si l’autorisation de venir prendre la pièce n’est pas active.
L'étape 130 du GRAFCET comporte la particularité suivante :
Le suivi de la pièce depuis sa prise jusqu’à sa dépose pour le suivi de pièce de LINA.
Dans le GRAFCET étape 200, on retrouve également la partie dépose :
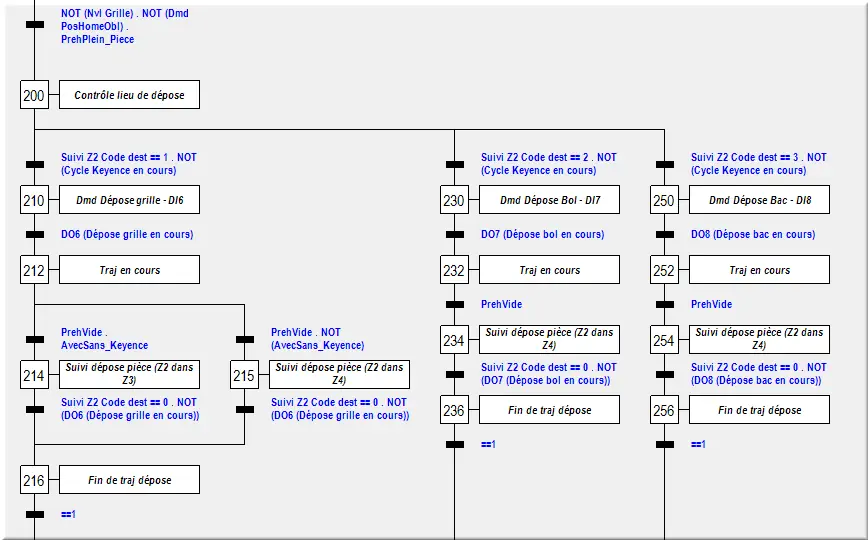
Figure 87 : G7 200 Robot Dépose
Cette séquence est découpée en trois sections : une première pour la dépose sur le plateau, puis une pour le bac, et enfin une seconde pour le bac. On retrouve également dans cette zone la partie dédiée au suivi de la pièce, depuis sa prise jusqu’à sa dépose.
Dans G7 étape 500 :
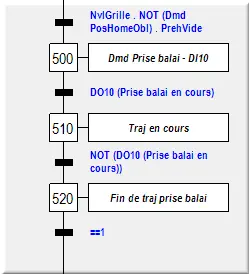
Figure 88 : G7 500 Robot Prise Balai
Ce bout de GRAFCET correspond à la trajectoire de prise du balai.
L'étape 600 permet d’effectuer le balayage :
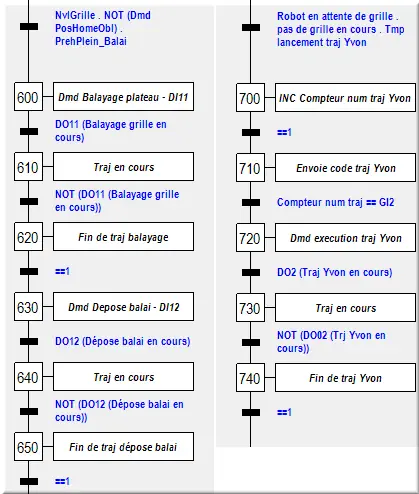
Figure 89 : G7 600 Robot Balayage plateau
L'étape 630 permet de déposer le balai.
L'étape 700 gère la trajectoire utilisée pour les mouvements lorsque la machine est allumée mais inactive :
Dans ce cas, on utilise des numéros de trajectoire pour identifier clairement chaque trajectoire. Les autres trajectoires (utiles au fonctionnement ), elles, sont gérées via des bits de demande de trajectoire.
L'étape 800 gère la trajectoire qui permet de remettre le robot en position Home :
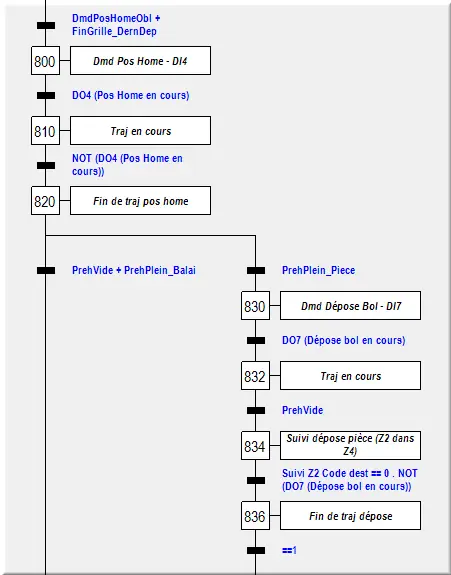
Figure 90 : G7 800 Robot utilitaire
Si le préhenseur contient une pièce, le robot la dépose d’abord dans le bol avant de revenir en position Home.
L'étape 900 est la dernière :
Figure 91 : G7 900 FIN
Présentation du programme de gestion du robot
Ce programme assure la gestion complète du robot en coordination avec le GRAFCET présenté précédemment :
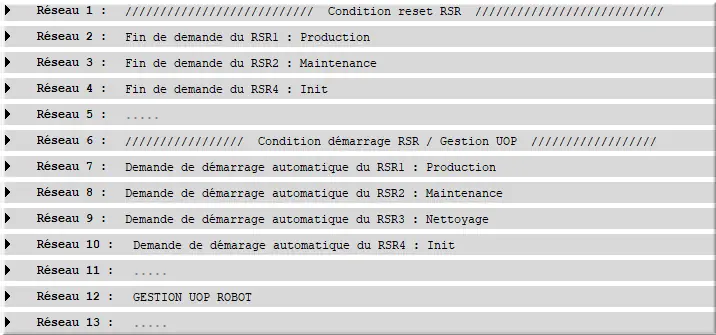
Figure 92 : Net01 Prog Gestion UOP RSR
Il reçoit les demandes de trajectoires, applique les autorisations issues du GRAFCET général et pilote l’exécution des mouvements correspondants.
Dans Réseau 2 : Fin de demande du RSR1 : production
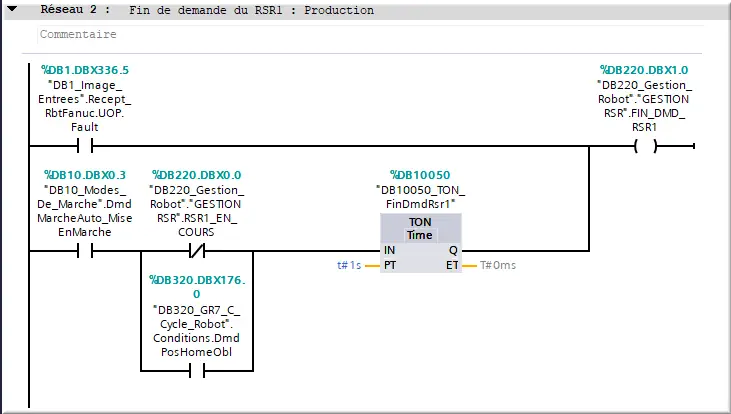
Figure 93 : Net02 Fin DMD RSR1
Ce réseau permet d’arrêter une demande de RSR1 qui est en cours d’exécution.
Dans Réseau 3 : Fin de demande du RSR2 : Maintenance
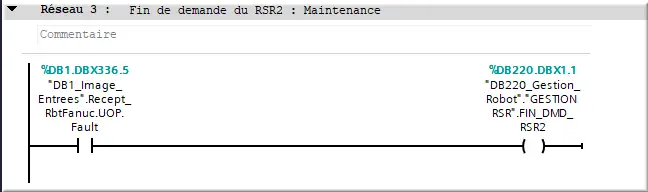
Figure 94 : Net03 Fin DMD RSR2
On réinitialise la demande maintenance RSR2.
Dans Réseau 4 : Fin de demande du RSR4 : Init
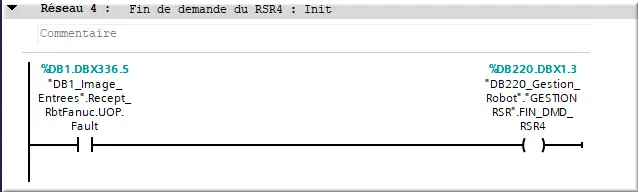
Figure 95 : Net04 Fin DMD RSR4
On réinitialise la demande d’initialisation RSR4.
Dans Réseau 7 : Demande de démarrage automatique du RSR1 : Production
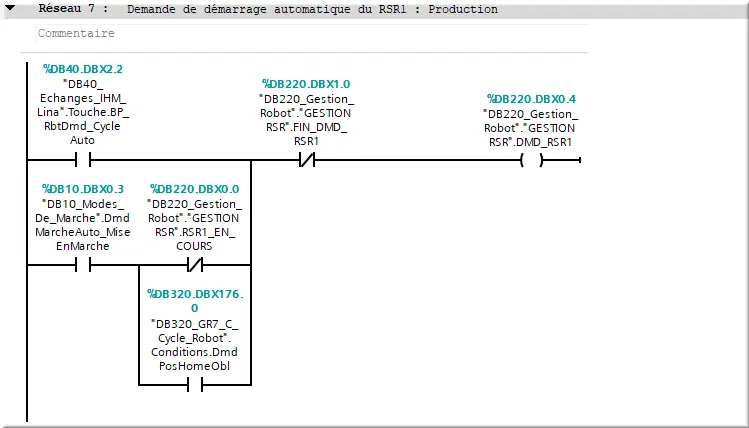
Figure 96 : Net07 DMD RSR1 Prod
C’est la demande de démarrage automatique du RSR1 de production lors de la mise en route du cycle.
Dans Réseau 8 : Demande de démarrage automatique du RSR2 : Maintenance
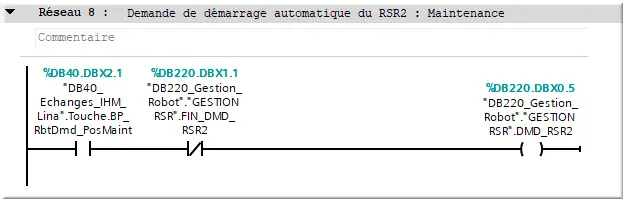
Figure 97 : Net08 DMD RSR2 MAINT
La demande de démarrage automatique de la maintenance pour le RSR2.
Dans Réseau 9 : Demande de démarrage automatique du RSR3 : Nettoyage
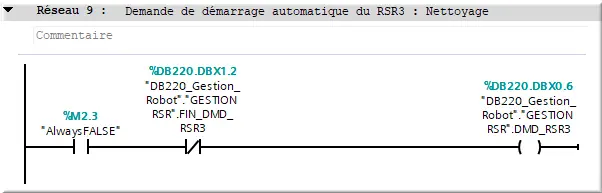
Figure 98 : Net09 DMD RSR3 NETT
Démarrage en automatique du RSR3 de nettoyage, mais il n’est pas utilisé sur la machine salon.
Dans Réseau 10 : Demande de démarrage automatique du RSR4 : Init
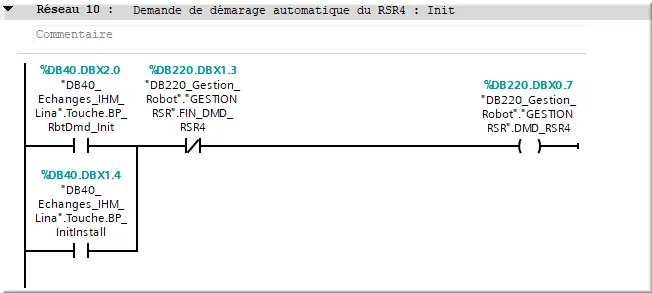
Figure 99 : Net10 DMD RSR4 INIT
Démarrage en automatique du RSR4 d’initialisation.
Dans Réseau 14 : Etat préhenseur
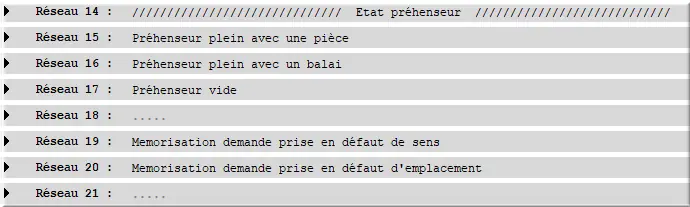
Figure 100 : Net14 Etat préhenseur
Réseau de gestion de l’état de la pince du préhenseur dans la logique de gestion robot.
Dans Réseau 15 : préhenseur plein avec une pièce
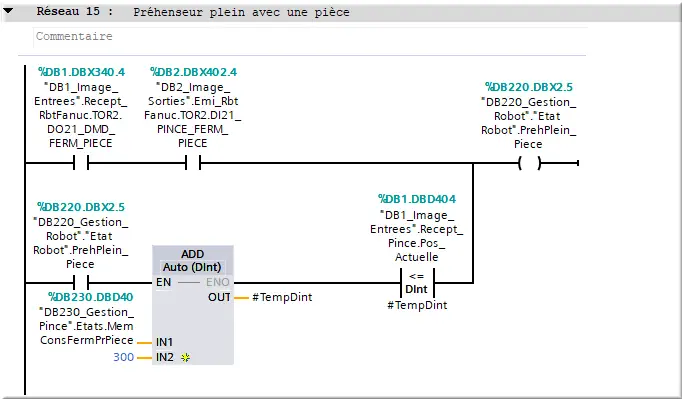
Figure 101 : Net15 Préhenseur Plein Pièce
Afin de déterminer l’état de la pince, ce réseau active le bit indiquant que le préhenseur est plein lorsque la pièce est correctement saisie.
Dans Réseau 16 : Préhenseur plein avec un balai
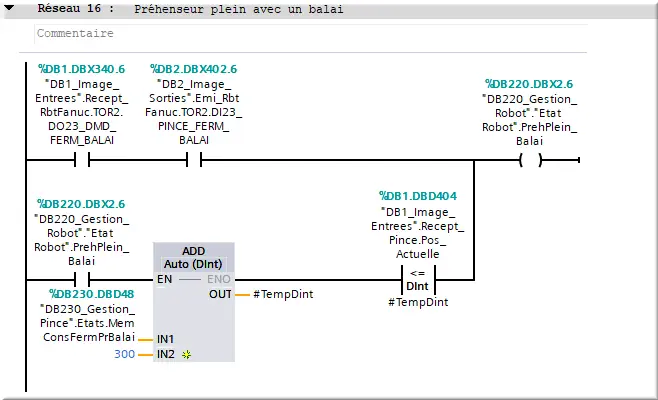
Figure 102 : Net16 Préhenseur Plein Balai
Afin de déterminer l’état de la pince, ce réseau gère l’activation du bit indiquant que le préhenseur est plein lorsque le balai est correctement saisi.
Dans Réseau 17 : Préhenseur vide
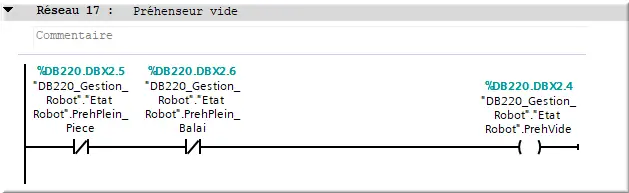
Figure 103 : Net17 Préhenseur Vide
Afin de déterminer l’état de la pince, ce réseau gère l’activation du bit indiquant que le préhenseur est vide.
Dans Réseau 19 : Mémorisation demande prise en défaut de sens
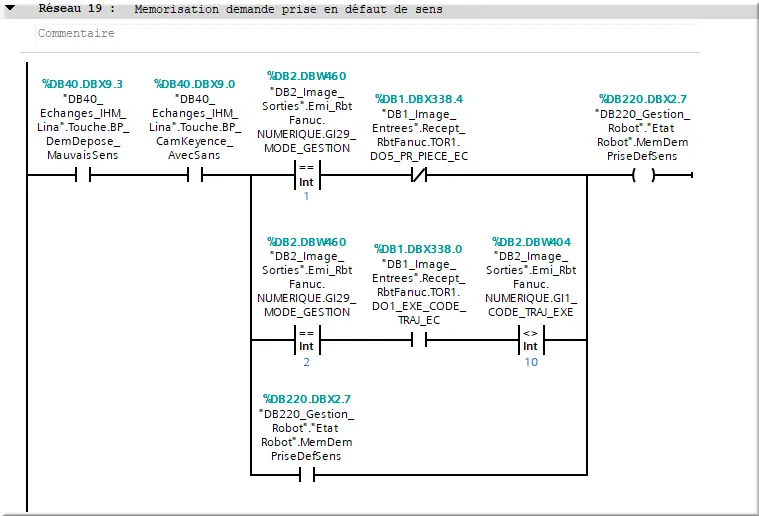
Figure 104 : Net19 Défaut De Sens
On mémorise la demande de prise lorsqu’elle est en défaut de sens.
Dans Réseau 20 : Memorisation demande prise en défaut d'emplacement
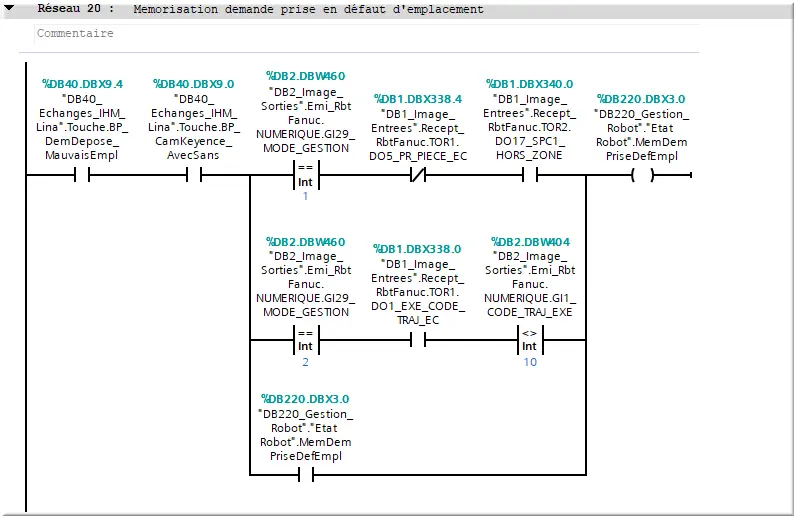
Figure 105 : Net20 Défaut d’emplacement
On mémorise la demande de prise lorsqu’elle est en défaut d’emplacement. C’est un défaut créé pour la démonstration pour les salons pour démontrer de notre savoir-faire.
Gestion des différents échanges entre les entrées/sorties digitales (DI) de l’automate et celles du robot.
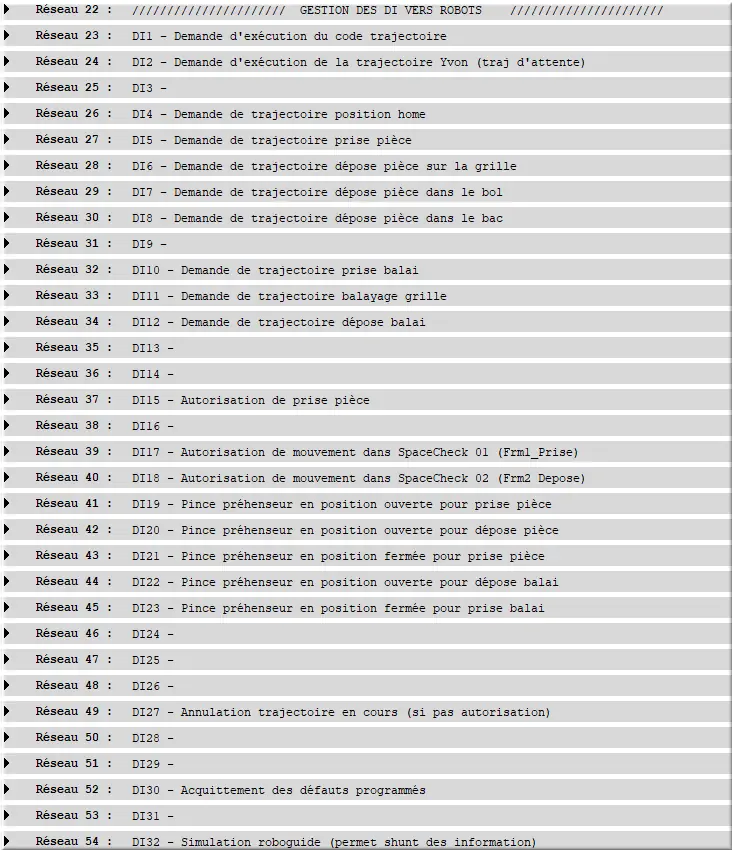
Figure 106 : Net22 Gestion DI
Réseau 23 : DI1 - La demande d’exécution du code de trajectoire du robot :
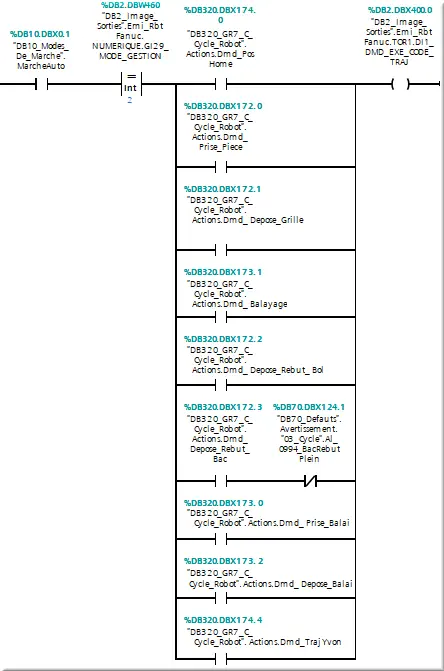
Figure 107 : DI1 DMD D’exécution
Demande de trajectoire d’attente lorsque la machine est en pause :
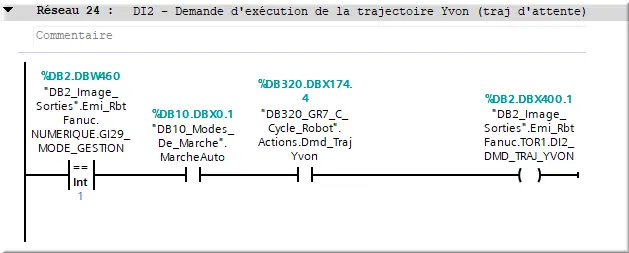
Figure 108 : DI2 DMD Traj d'attente
Demande de position Home du robot :
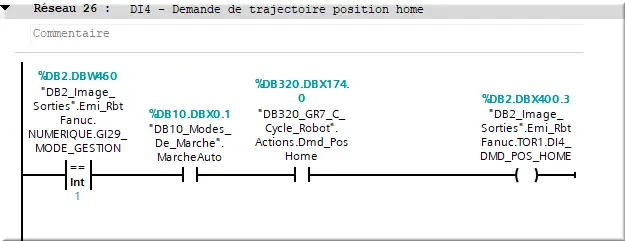
Figure 109: DI4 DMD Traj HOME
Demande de prise pièce du robot :
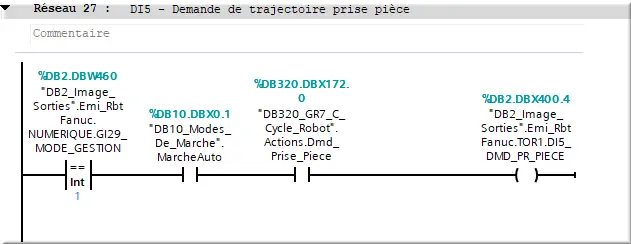
Figure 110 : DI5 DMD Traj Prise
Demande de trajectoire de dépose pièce sur la grille :
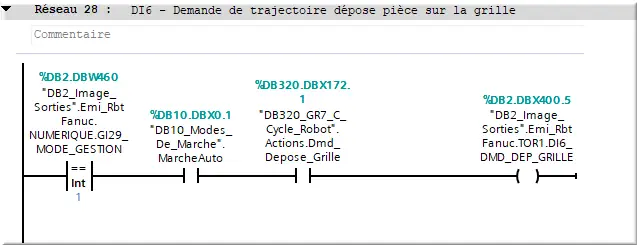
Figure 111 : DI6 DMD Traj Dep Grille
Demande de trajectoire de dépose dans le bol vibrant :
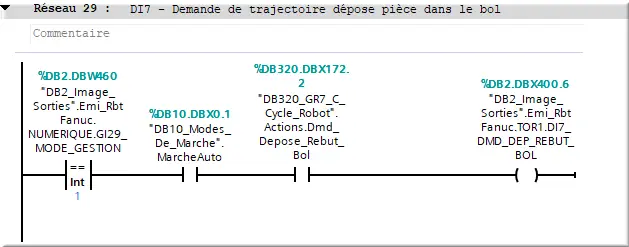
Figure 112 : DI7 DMD Traj Dep Bol
Demande de trajectoire de dépose dans le bac :
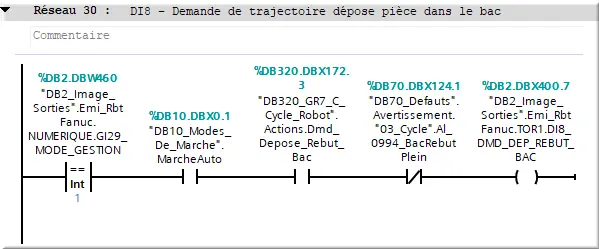
Figure 113 : DI8 DMD Traj Dep Bac
Demande de trajectoire de prise du balai :
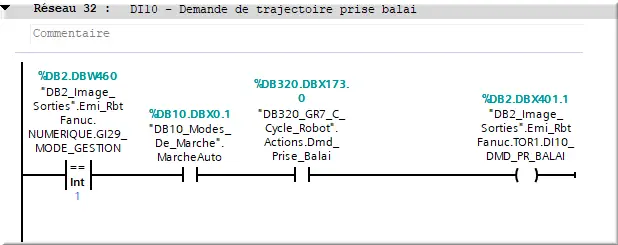
Figure 114 : DI10 DMD Traj PR Balai
Demande de trajectoire de balayage de la grille :
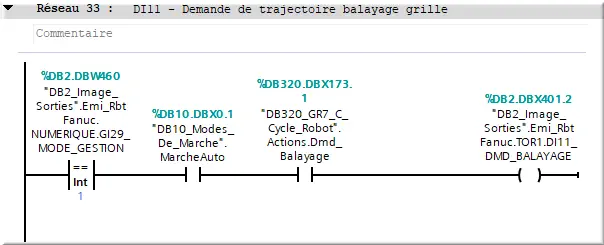
Figure 115 : DI11 DMD Traj Balai Grille
Demande de trajectoire de dépose du balai :
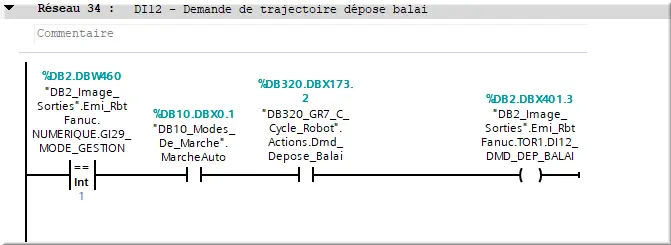
Figure 116 : DI12 DMD Traj Dep Balai
Autorisation de prise pièce lorsque le robot est en position d’attente de cette entrée digitale :
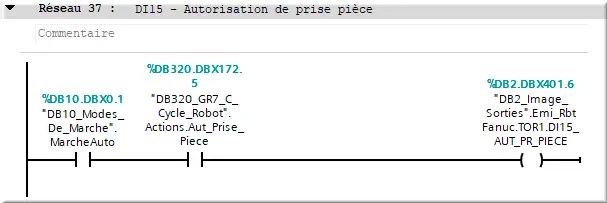
Figure 117 : DI15 Auto prise pièce
On autorise le robot à se mouvoir dans la ZONE1 :
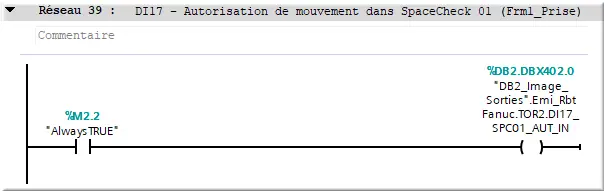
Figure 118 : DI17 SpaceCheck 01
Voir photo ci-dessous pour la localisation des deux zones de la machine :
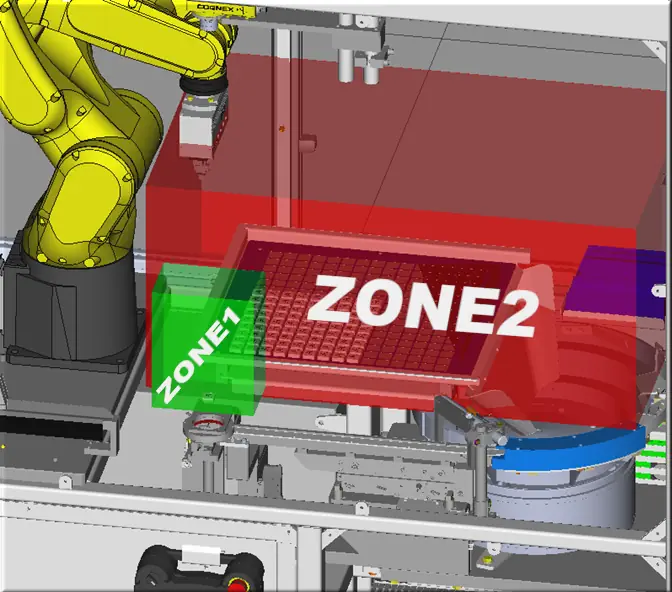
Figure 119 : ZONE1 verte. ZONE2 rouge
Il ya deux SpaceCheck :
- SpaceCheck ZONE1 verte ;
- SpaceCheck ZONE2 rouge.
On autorise le robot à se mouvoir dans la SpaceCheck 02 :
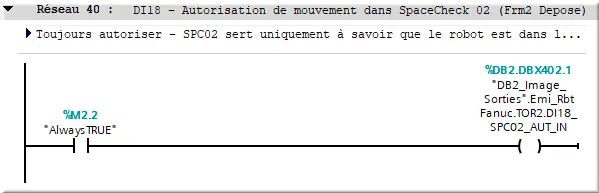
Figure 120 : DI18 Auto move SpaceCheck 02
Vérification de l’ouverture de la pince pour la prise pièce avant d’envoyer l’information au robot :
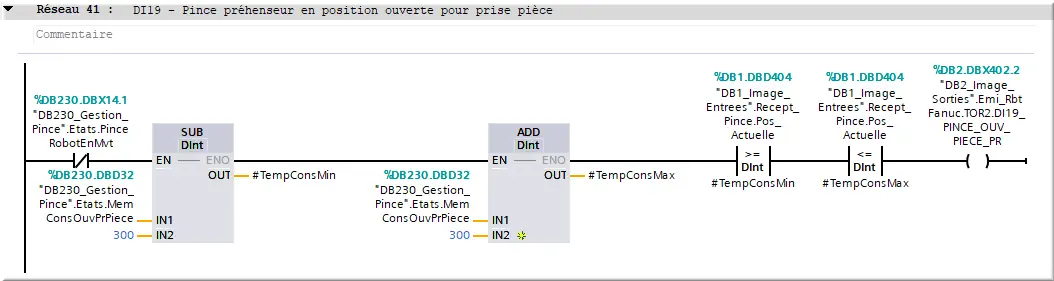
Figure 121 : DI19 Vérif Open PR Pièce
Vérification de l’ouverture de la pince pour la dépose avant d’envoyer l’information au robot :
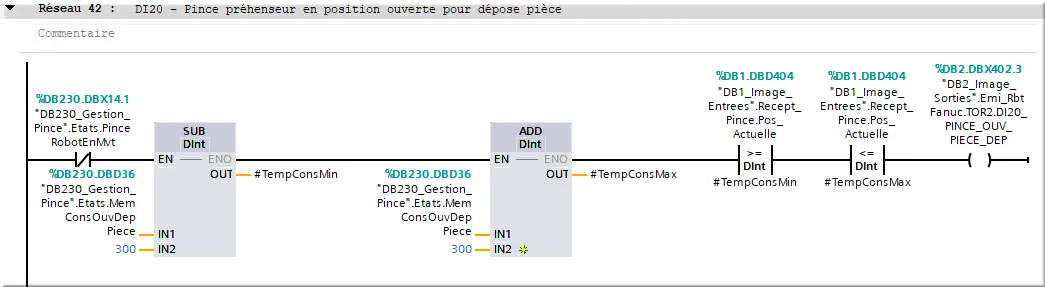
Figure 122 : DI20 Vérif Open Dep Pièce
Pince est en position fermée :
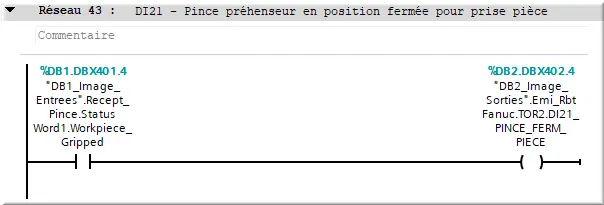
Figure 123 : DI21 pos fermée PR Pièce
Vérification de l’ouverture de la pince pour la dépose du balai avant d’envoyer l’information au robot :
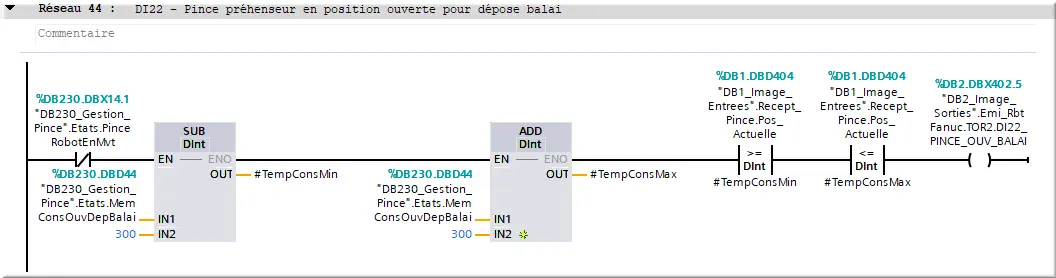
Figure 124 : DI22 open DEP balai
Vérification de la fermeture de la pince pour la prise du balai avant d’envoyer l’information au robot :
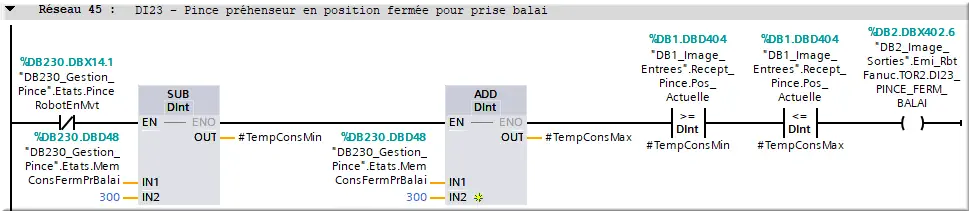
Figure 125 : DI23 Close PR Balai
On peut annuler les trajectoires robot grâce à cette DI lors d’une demande de nouvelle grille :
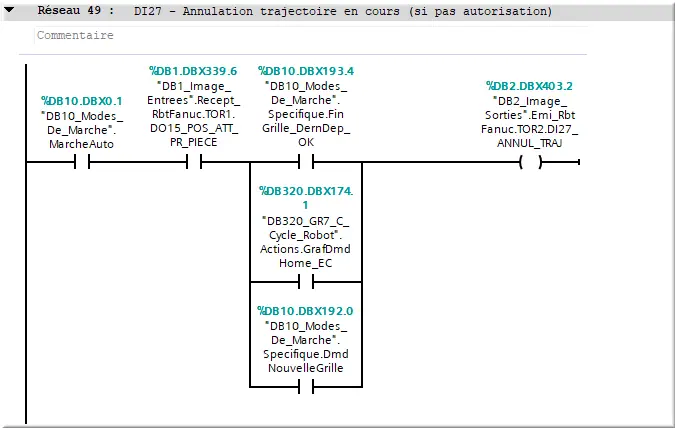
Figure 126 : DI27 Cancel Traj
On acquitte les défauts programmés du robot :
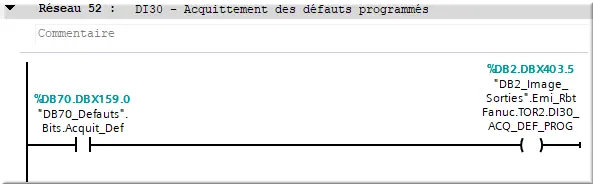
Figure 127 : DI30 Ack Def
Simulation :
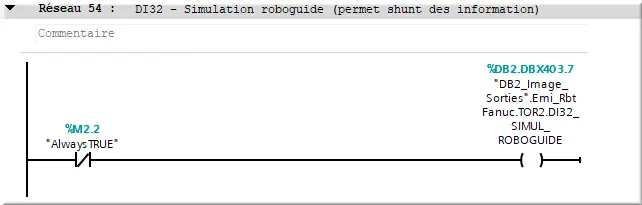
Figure 128 : DI32 Simulation robotguide
Le bit %M2.2 permet de sauter certaines parties du programme et facilite les tests.
Gestion des différents échanges avec les GI (Gestion In) entre l’automate et le robot :
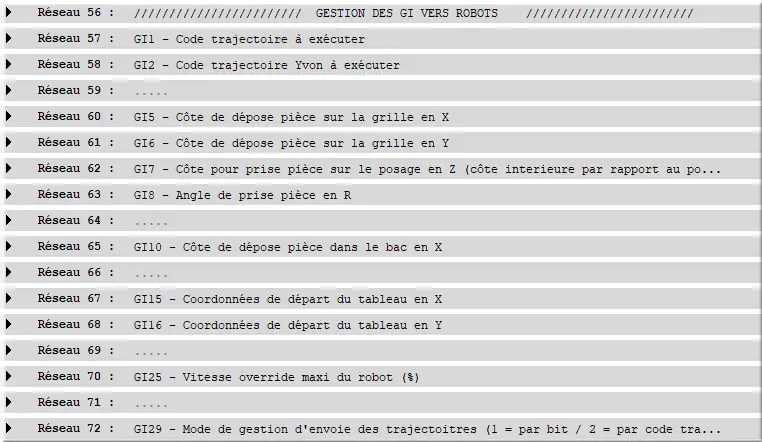
Figure 129 : Net 56 Échanges GI
Il existe deux modes de contrôle de trajectoire : par bit et par numéro :
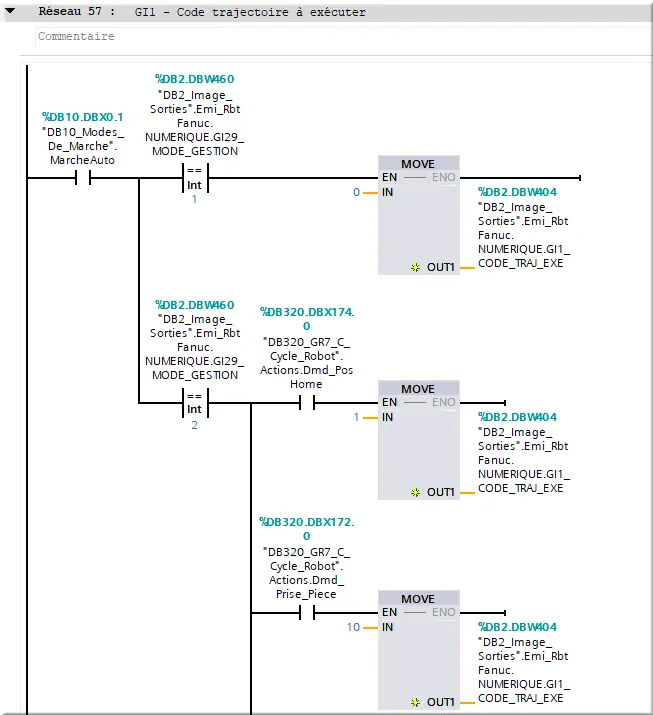
Figure 130 : GI1 Traj Exécuter
Cette première GI permet d’envoyer le code correspondant à la trajectoire que l’on souhaite exécuter.
Code de trajectoire utilisé pour la trajectoire d’attente lorsque la machine est à l’arrêt :
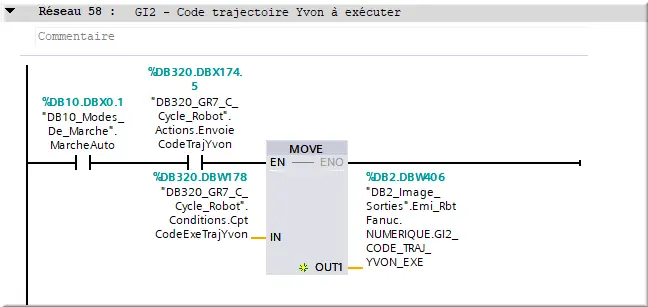
Figure 131 : GI2 Code Traj D’attente
Code envoyé au robot pour la dépose sur la grille en X :
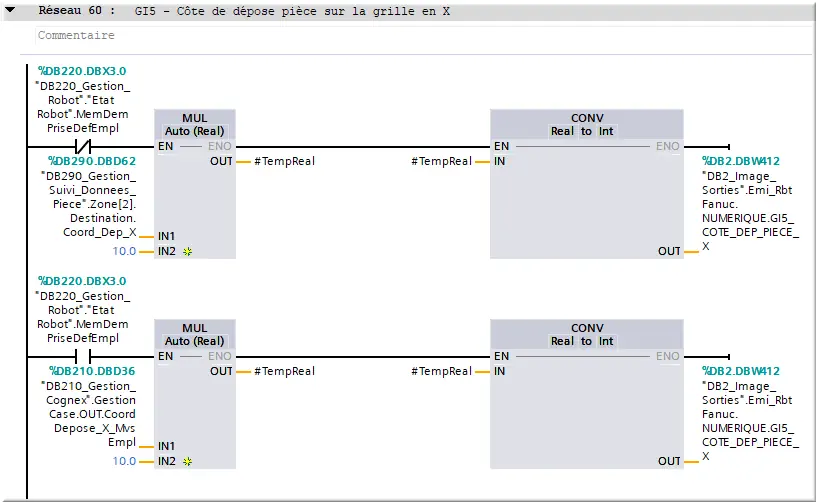
Figure 132 : GI5 Côte Dep Grille X
Code envoyé au robot pour la dépose sur la grille en Y :
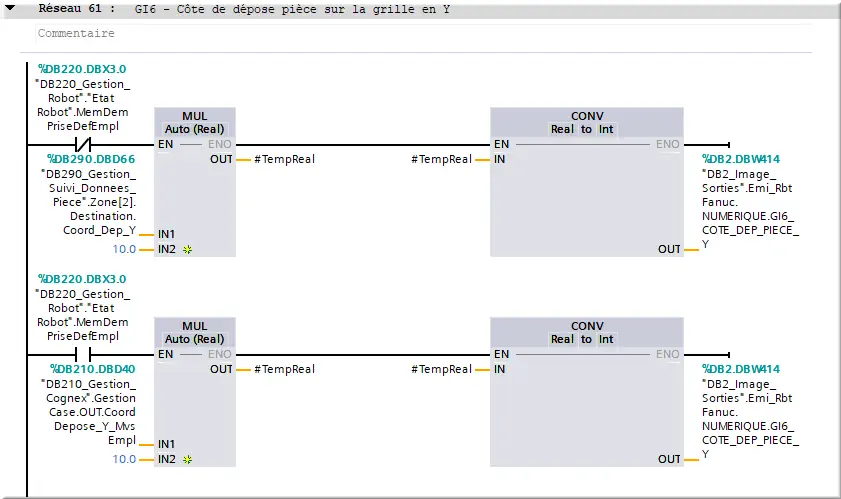
Figure 133 : GI6 Côte Dep. Grille Y
Code envoyé au robot pour la prise du posage en Z :
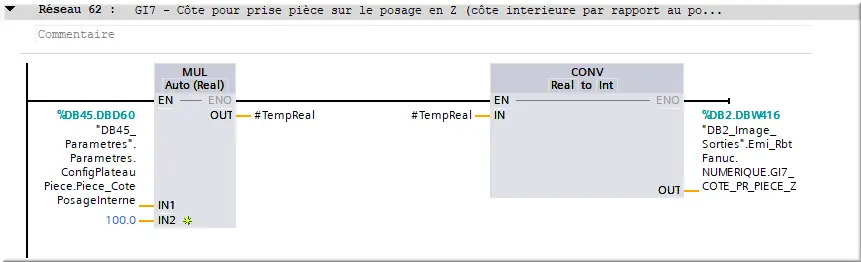
Figure 134 : GI7 Côte PR. pièce POS Z
Angle envoyé au robot pour la prise de la pièce :
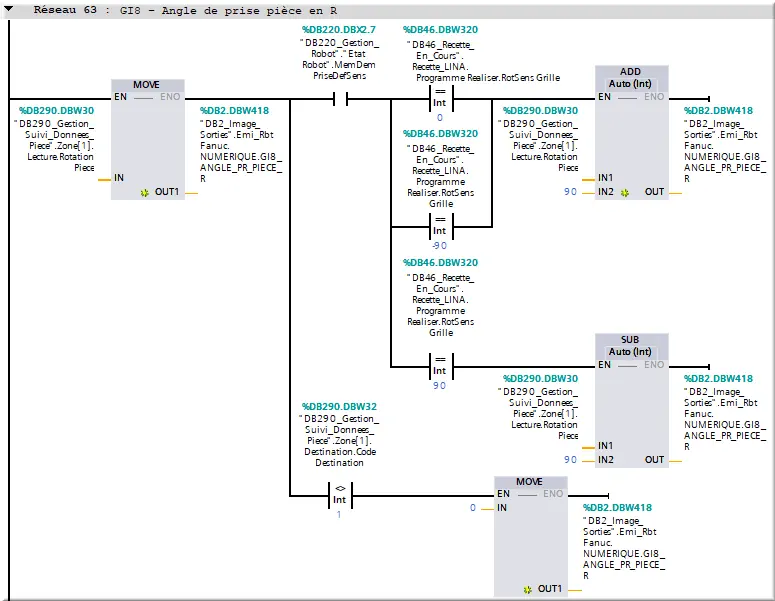
Figure 135 : GI8 Angle prise pièce
Cote de dépose dans le bac des pièces, déplacement en X :
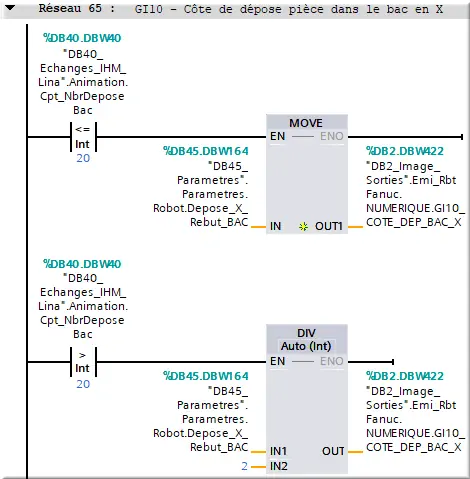
Figure 136 : GI10 Côte Dep bac X
Envoi de la coordonnée du plateau pour la dépose en X :
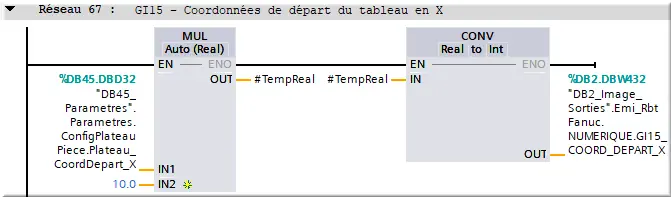
Figure 137 : GI5 Coord Départ Tab X
Envoi de la coordonnée du plateau pour la dépose en Y :
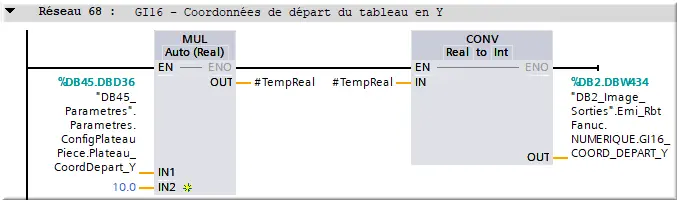
Figure 138 : GI6 Coord Départ Tab Y
La vitesse prédéfinie par l’automate est envoyée au robot :
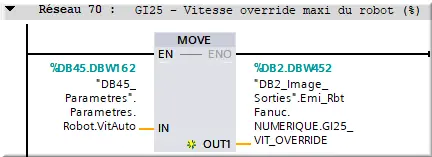
Figure 139 : GI25 Speed Max Robot
Afin de choisir le mode entre DI et GI pour la sélection des trajectoires :
Figure 140 : GI29 Choix Mode Traj