Présentation des vibrants bol / rail. Introduction à la technologie de convoyage vibrant.
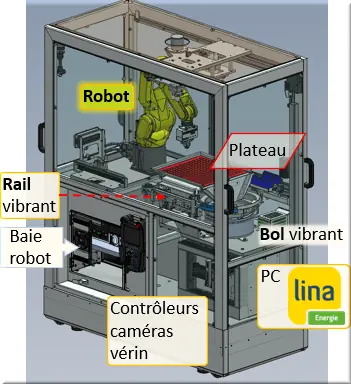
Figure 1 : Rail Bol vibrant
Le bol et rail vibrants dans la cellule robotisée Fanuc servent de convoyeurs pour des pièces étiquetées par une lettre.
Le REOVIB MFS 158 est un convertisseur de fréquence conçu pour piloter avec précision les convoyeurs vibrants :

Figure 2 : REOVIB MFS 158
Il ajuste automatiquement la fréquence afin de maintenir une vibration stable, indépendamment du réseau électrique. Compact et facile à paramétrer, il optimise le transport des pièces sur la ligne.
Le REOVIB MFS 368 est un régulateur de vibrations haute performance conçu pour piloter des alimentateurs vibrants (Vibrating Bowl Feeder) de puissance moyenne et élevée :
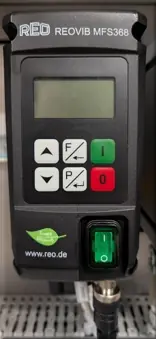
Figure 3 : REOVIB MFS 368
Il assure un contrôle stable de l’amplitude et de la fréquence, même en charge variable. Il convient aux installations industrielles exigeantes.
Présentation de l’utilisation des systèmes vibrants :
Les contrôleurs vibrants permettent, grâce à l’ajout d’un bol ou rail vibrant, de diriger des pièces de différentes tailles via le système vers une zone de prélèvement, garantissant un flux régulier et facilitant la reconnaissance et la saisie par le robot.
Description du panneau de commande des REO MFS 368 :
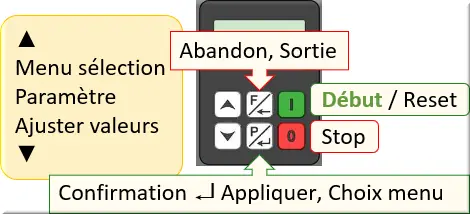
Figure 4 : MFS 368 panel
Les touches de direction pour sélectionner un menu sont : ▲ ▼
Fonction abandon pour annuler la saisie : F/←
Appliquer la valeur pour valider : P/↵
Début : 1
Stop : 0.
1.1 REO MFS 368 bol
External Point :
Afin de connecter le contrôleur du vibrateur à un automate, il est nécessaire de choisir tout d'abord le type de courant ou de tension souhaité : 4.20 mA ou alors 0 à 10 V, en fonction de l'application.
Procédure de configuration vers un automate :
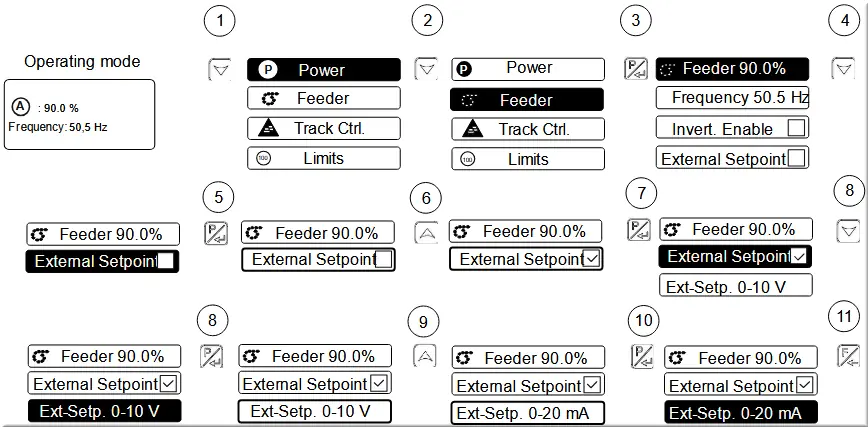
Figure 5 : Operating mode Feeder
Alimentation : Feeder 90.0%
Point de consigne externe : External Setpoint ☑
Point de consigne : Ext-Setp. 0-10 V
Le fonctionnement du système peut être configuré de deux manières principales. Dans une configuration standard, l'alimentation du convoyeur est fixée à une valeur prédéfinie, par exemple 90,0 %. Cependant, pour un contrôle plus précis et flexible, il est possible d'utiliser un point de consigne externe, qui permet de modifier la vitesse du convoyeur via un signal externe provenant d'un automate. Dans ce mode, le point de consigne lui-même est défini par ce signal externe, et est typiquement une tension comprise entre 0 et 10 V.
1.2 Vib MFS 158 rail
External point :
Connectez le contrôleur du vibrateur à un automate en commençant par choisir le type de courant ou de tension approprié : 4,20 mA ou 0 à 10 V, en fonction des besoins de l'application.
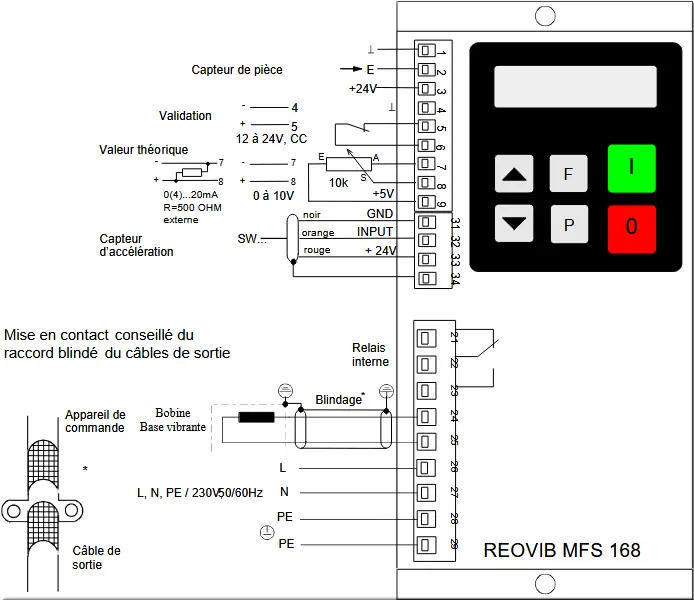
Figure 6 : R 500 OHM
⚠️ Attention : lors de l'utilisation du 4.20 mA, il est obligatoire d'ajouter une résistance de 500 Ohms.
Ensuite, suivez la procédure de configuration du point de consigne externe sur le contrôleur :
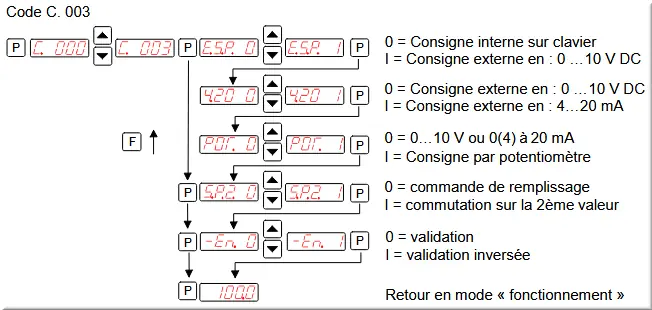
Figure 7 : Code C 003
1.3 Configurer machine salon
Pour la machine salon, la configuration est analogique 0 à 10 V car le MFS 158 nécessite une résistance pour fonctionner en 4.20 mA.
Les mécaniciens ont déterminé les paramètres lors des tests.
Le MFS 158 est connecté au rail vibrant. Ses paramètres sont :
- Fréquence de vibration : 72 hz
- Puissance : 44 %
Le MFS 368 est connecté au bol vibrant. Ses paramètres sont :
- Fréquence de vibration : 50 hz
- Puissance : 70 %
1.3.1 Prog Gérer bol vibrant
Programmation pour l'API Siemens dans Tia Portal :
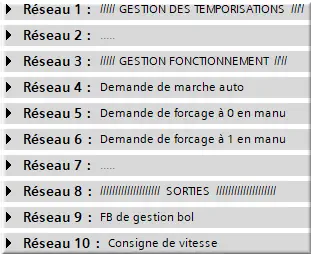
Figure 8 : Réseau 9 FB gestion bol
Liste des réseaux :
- Réseau 1 : /// gestion des temporisations ///
- Réseau 2 : …
- Réseau 3 : /// gestion fonctionnement ///
- Réseau 4 : demande de marche auto
- Réseau 5 : demande de forçage à 0 en manu
- Réseau 6 : demande de forçage à 1 en manu
- Réseau 7 : …
- Réseau 8 : /// sorties ///
- Réseau 9 : FB de gestion bol
- Réseau 10 : consigne de vitesse
Programme de gestion des autorisations :
Dans Réseau 4 : Demande de marche auto pour le démarrage automatique.
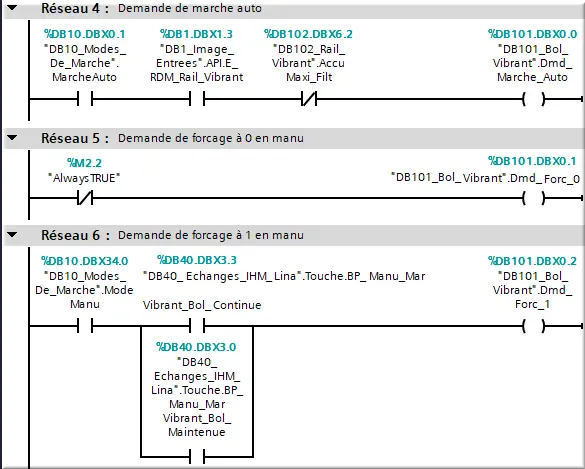
Figure 9 : Net 4 Dmd marche auto
Gestion du mode manuel :
- Réseau 5 : Demande de forçage à 0 en mode manuel.
- Réseau 6 : Demande de forçage à 1 en manu.
1.3.2 DB20K Gestion vibrant
Pour la gestion des vibrateurs, le bloc fonction %DB20000 permet de les contrôler :
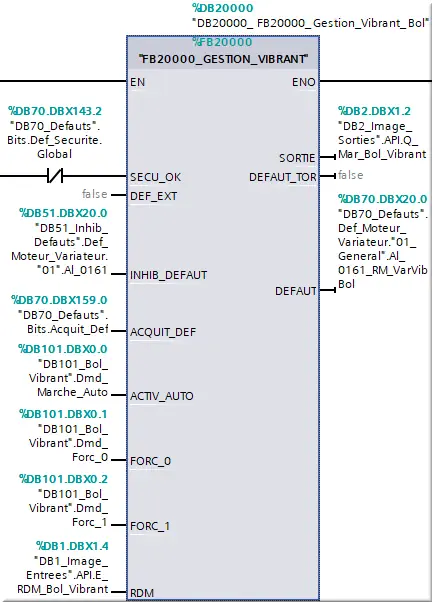
Figure 10 : FB20K GESTION VIBRANT
Son fonctionnement est similaire à celui des moteurs classiques.
Entrées du bloc fonction :
- SECU_OK : bloque les actions du bloc fonction en cas de déconnexion d’un dispositif de sécurité.
- DEF_EXT : bloque les actions du bloc fonction en cas de défaut de la machine.
- INHIB_DEFAUT : inhibe le défaut généré par le bloc fonction.
- ACQUIT_DEF : Cette entrée permet de confirmer (ACK) la suppression du défaut en cours dans le bloc fonction.
- ACTIV_AUTO : active le mode automatique du bloc fonction.
- FORC_0 : force le bloc fonction en mode manuel à la position 0.
- FORC_1 : force le bloc fonction en mode manuel à la position 1.
- RDM : permet d’acquérir le retour de marche dans le bloc fonction.
Sorties du bloc fonction :
- SORTIE : pilote le contrôleur du vibrant concerné.
- DEFAUT_TOR : met le bloc fonction en défaut si DEF_EXT est activé.
- DEFAUT : met le bloc fonction en défaut.
1.3.3 Calcul consigne ctrl
Le bloc %FC5153 convertit une valeur en consigne utilisable par le contrôleur du vibrant :
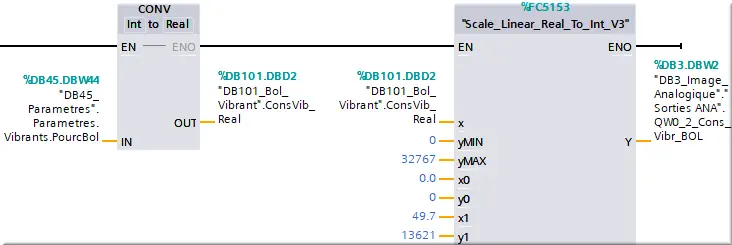
Figure 11 : FC5153 Scale Linear
Scale Linear Real "DB101_Bol_Vibrant".ConsVib_Real → "DB3_Image_Analogique"."Sorties ANA".QW0_2_ConsVibr_BOL.
Calcul de mise à l’échelle :

Figure 12 : Sortie maxi sur Mesure
Y = (Y1 - Y0) / (X1 - X0) * (X - X0) + Y0
Entrées du bloc de calcul :
- X : la valeur transmise par l’utilisateur (consigne).
- Ymin : borne inférieure de l'échelle.
- Ymax : borne supérieure de l'échelle.
- X0 : Valeur de mesure minimale.
- Y0 : Valeur de sortie minimale
- X1 : Valeur de mesure maximale.
- Y1 : Valeur de sortie maximale.
Sortie du bloc de calcul :
- Y : consigne envoyée au contrôleur du vibrant.